Veldu rétta smurr fyrir tilgreiningar á róbotarhandvélargerð
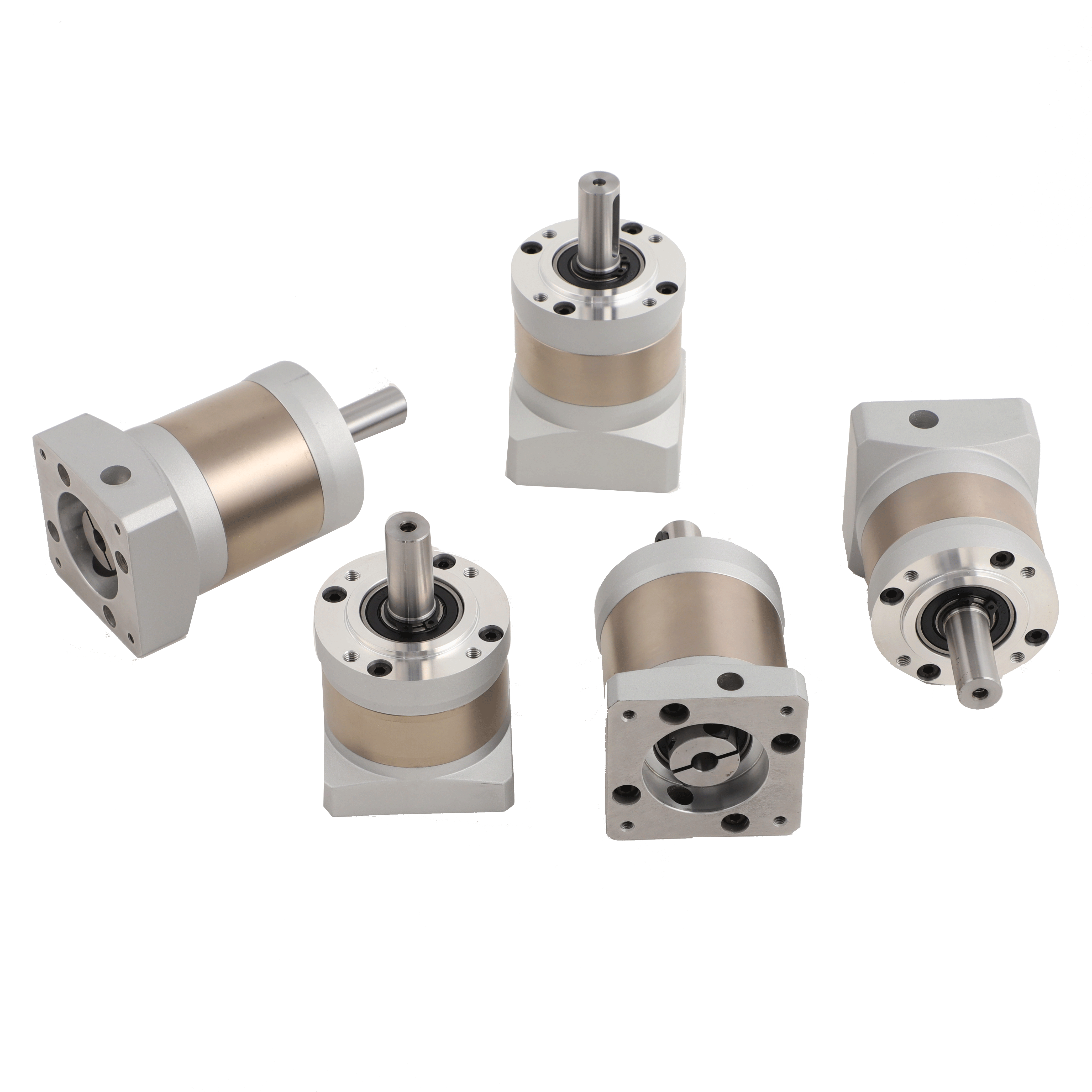
Val á viðeigandi smurrétti er grundvöllur áhrifamikillar smurrunar á róbotarmgeisla, því notkun rangs tegundar getur valdið ofmikilli slitage, yfirhitun og óþarfa tjón. Með yfir tíu ára reynslu í iðnaðarútvegi hef ég séð fjölda verksmiðja barast við endurtekna tjón á geislum vegna ósamræmis á smurréttum – einn viðskiptavinur notaði almennan smurrétt fyrir háþróaða geisla róbotarmsins sem leiddi til aukinnar friðju og 50% minnkunar á notkunartíma. Við leiðtogum hann til að skipta yfir á mældan samhæfðan smurrétt okkar, sem er sérstaklega hannaður fyrir tilgreindar eiginleika geislans á róbotarmi: 94–96% árangur, bakspil ≤20 bogaminútur og notkunartími 20.000 klst. Niðurstaðan var mikil batning – geislarnir keyrðu köldum, hljóðlaust og náðu fullum áætluðum notkunartíma. Smurrunarspecialistar leggja áherslu á að geislar róbotarmsins krefjast smurrétta með ákveðinni viskósum og bætiefnum til að takast á við hröð snúning og nákvæma hreyfingu. Geislarnir okkar fyrir róbotarm, svo sem 42 mm plánetugeislinn fyrir stýrihreyfimyndir, eru hannaðir til að vinna án vandræða með samhæfðum smurréttum sem eru ISO 9001-certifízirðir og andstæðast oxun og halda áfram jafnvægi við ekstremar hitastig. Hvort sem um rótgeisla róbotarmsins er að ræða fyrir þjúkka staði eða geisla með háum snúðkrafti fyrir erfitt verk, veitum við skýrar leiðbeiningar um smurrétt til að tryggja besta mögulega afköst – sem sýnir að réttri smurréttur er jafn mikilvægur og sjálfur geislinn.
Meistri rétta magn og tíðni á slyppunaraðferð
Að nota rétta magn af smurrum á réttum tímabili er lykill að vernda gearbuxur í vélarhandleggjum, þar sem ofmargt smurr getur verið jafn skaðlegt og of lítið smurr. Einum viðskiptavini í 3C framleiðslu komst ofmargt smurr á gearbuxur í vélarhandleggjum sem leiddi til safns af smurr sem lokaði inn hita og rusli og valdi tíðum festingum. Við gerðum þjálfun fyrir lið hans í notkun "fylla-að-mörk" aðferðarinnar fyrir gearbuxurnar okkar í vélarhandleggjum – að bæta við smurr einungis upp í tilgreindan stig – og settum upp viðhaldsáætlun sem byggir á starfstíma: 500 klukkustundir fyrir fyrsta uppfullnun, 2.000 klukkustundir fyrir hluta-skiptingu og 8.000 klukkustundir fyrir fulla skiptingu á smurr. Þessi einfalda breyting losnaði við festingarvandamál og lengdi líftíma gearbuxanna um 30%. Í iðnaðarviðhaldsstaðla er tekið fram að ofmargt smurr hækki innri þrýstinginn, en of lítið smurr valdi metall-á-metall snertingu – bæði leiða til óþarfa slits. Gearbuxurnar okkar í vélarhandleggjum eru hönnuðar með auðvelt aðgangi að smurrholum og greinilegum stigvísunum, sem gerir það einfalt fyrir framleiðslulið til að nota rétta magn smurrs. Með stuðningi frá IATF 16949-staðfestingu eru smurrleiðbeiningarnar okkar byggðar á rökréttum prófunum, sem tryggja að framleiðslulið geti viðhaldið gearbuxum í vélarhandleggjum með öryggi og forðast dýrar villur.
Fylgið réttum aðferðum til að beita smyrjum fyrir jafna útbreiðslu
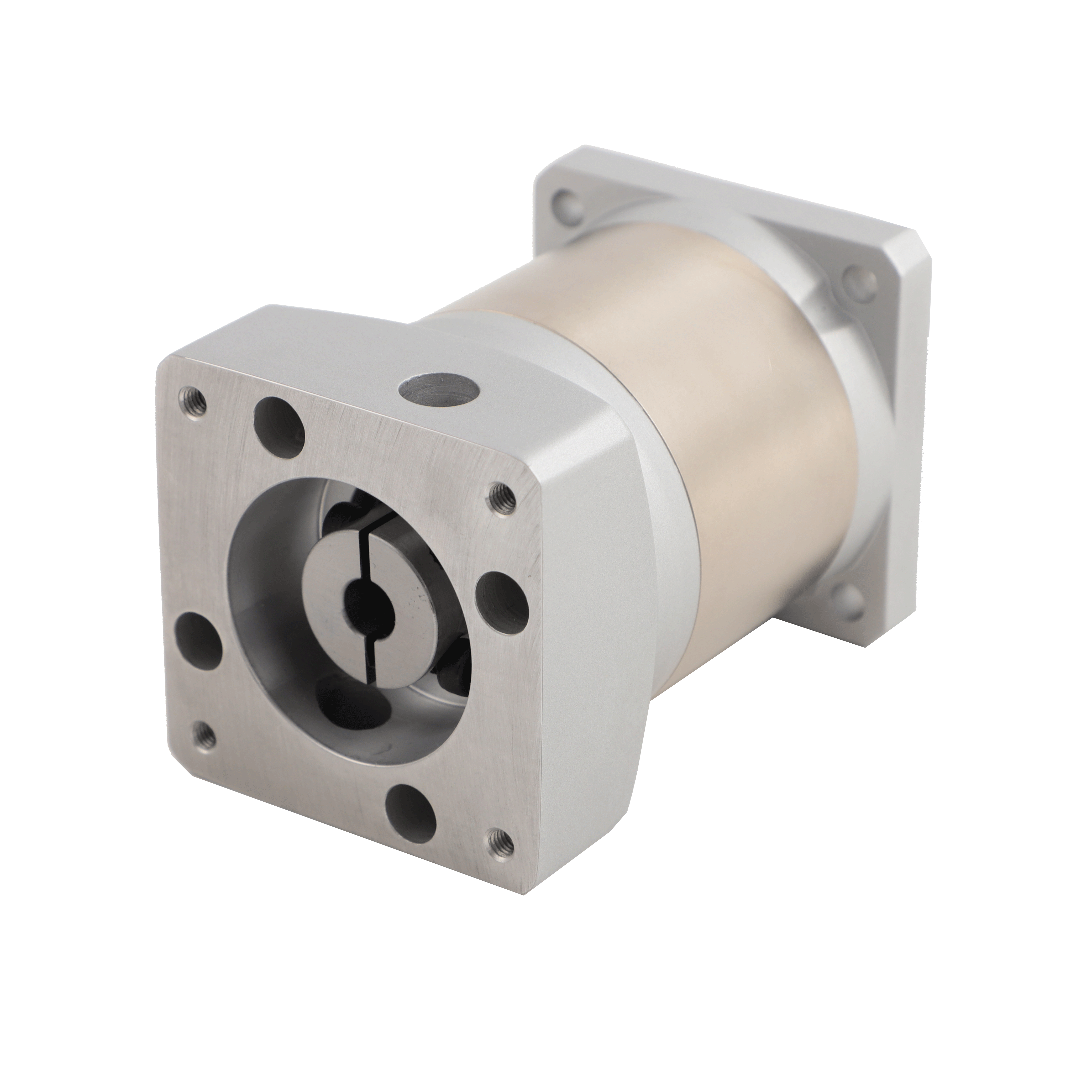
Hvernig smyrjusmiða er beitt áhrifar beinlega á árangur hennar, og með því að nota rétta aðferð er tryggt jafnt umhverfis allar hreyfanlegar hluti í gírskápu handfangsins. Ég hef einu sinni unnið með framleiðslufyrirtæki fyrir bílhluti þar sem ójafnt smyrjusmiða leiddi til ójafns tannhjólslyss, þar sem liðið beitti smyrjusmiða gegnum eina opun án þess að snúa gírskápnum, sem skapaði óverndaða hluta. Við sýndum réttu aðferðina: við snúðum innstikunargírskáp handfangsins á meðan smyrjusmiða var beitt, svo að smyrjusmiðan dreifðist yfir plánetutönnhjólin, ármar og innri yfirborð. Fyrir gírskápu handfangsins með rétthyrningaformi mældum við einnig að nota nákvæma smyrjusprautu til að ná í erfitt aðgengilegar svæði. Munurinn var augljós: tannhjólslysið var jafnt og gírskáparnir viðhöldu ≤15 bogaminútar baklægð lengur. Tæknivefjar um smyrjusmiðu bendir á að jafnt umhverfis er nauðsynlegt fyrir gírskápa handfangsins, þar sem óbeitt svæði valda staðbundinni rökkun og hita. Gírskáparnir okkar fyrir handfang eru hannaðir með útbættum innri rásam, sem leiða smyrjusmiðuna að lykilhlutum, og við gefum upp skref fyrir skref notkunarábendingar til að styðja þessa hönnun. Hvort sem það er handvirk smyrjusmiða fyrir litla framleiðsluöryggisstöðvar eða sjálfvirk kerfi fyrir stór verksmiðjur, þá hámarkar rétt notkun á aðferðum verndarþættir smyrjusmiðunnar – og geymir gírskáp handfangsins í góðu gangi.
Laga smurferðir við reksturskonditioner í verksmiðjunni
Fabrikumhverfi eru mjög ólík og að skrá inn smurrunaraðferðir til að passa við ákveðnar aðstæður tryggir áreiðanlega starfsemi á róbotarherðum. Fabrik í dustu iðnaðarsvæði átti erfiðleika með mengun á smurrunarefni, sem styttri líftíma róbotarherðanna um 40%. Við mældum að skipta yfir í háþétthets smurrunarefni með viðbótarefni gegn mengun og auka tíðni skipta smurrunarefnis um 25%. Við ráðleggjum einnig að setja upp verndarhylki á róbotarherðunum okkar, sem hafa IP-vernd til að koma í veg fyrir að dusti og rusli komi inn í þær. Annar viðskiptavinur í fabrik með háa hitastigi þurfti smurrunarefni með miklu betri hitastöðugleika – lausn okkar var samsetning af samhæfðum efnum sem viðhalda þétthæð sinni jafnvel við 85°C, sem koma í veg fyrir brot og tryggja samfellda smurrun. Sérfræðingar á sviði umhverfisverkfræði taka fram að smurrun á róbotarherðum verður að taka tillit til hitastigs, rýmihyggju og mengunarstigs til að koma í veg fyrir vandamál með starfsemi. Faglega liðið okkar, sem hefur yfir 10 ára reynslu, vinna með fabrikum til að meta rekstrarstaðgildi þeirra og aðlaga smurrunaraðferðir fyrir róbotarherðurnar okkar. Þessi aðlögunargáfu tryggir að smurrunin sé ávallt áhrifamikil óháð fabrikumhverfinu, verndar herðurnar og minnkar útfallstíma.
Sameina smyringu við reglulega skoðun til heildarviðhalds
Smurning virkar best þegar henni er falið regluleg skoðun, því það gerir verksmiðjum kleift að greina vandamál á upphafi og halda áfram í bestu afstöðu á gírskápunum handvirkisarmanna. Viðskiptavinur sem framleiddi blettur og sleppti skoðunum missti tákn um brot á smurningu, sem leiddi til tjóns á gírskápunum og stöðvunar framleiðslu. Við hjálpuðum þeim að innfæra sameinuðan viðhaldsáætlun: skoða lit, viskósetu og mæla mengun á smurningu mánaðarlega og tengja þessar niðurstöður við gögn um afstöðu gírskápu (spil, hávaði, hitastig). Fyrir gírskápur handvirkisarmanna okkar mældum við einnig að nota skáningu á titringum til að greina fyrstu tákn á slitageini sem orsakast af ófullkominni smurningu. Niðurstaðan var 60% minnkun á óáætluðum stöðvunum og lengri líftími gírskápu. Viðhaldssérfræðingar leggja áherslu á að reglulegar skoðanir séu mikilvægar fyrir gírskápur handvirkisarmanna, því smurning brotnar með tímanum vegna hita, röfunar og mengunar. Gírskápur handvirkisarmanna okkar eru hönnuðar með innbyggðum skoðunarpunktum og við veitum nákvæm skoðunarlistar til að leiða verksmiðju-liðið. Auk þess felur einstökuþjónusta okkar í sér þjálfun og stuðning í smurningu, svo að verksmiðjur hafi þekkingu og tól til að viðhalda gírskápum handvirkisarmanna sínum á öruggan hátt. Með því að sameina rétta smurningu við reglulegar skoðanir geta verksmiðjur aukið áreiðanleika og líftíma gírskápa handvirkisarmanna – og þannig verndað investeringu sína og tryggð framleiðsluánvöndun.