Özel dişli kutularının farklı ekipmanlarla nasıl çalıştığını anlamak pratik uygulamalarda büyük önem taşır. AGV'ler veya Otomatik Kılavuzlu Taşıtlar söz konusu olduğunda, uzun saatler boyunca verimlilik ve geri boşluğun kontrol altında tutulması temel önceliktir. Robotik uygulamalar ise sürekli hareket halindeki parçalar için kesin doğruluk ve her zaman kıt olan alanı en aza indirmek adına küçük bir yer kaplamayı gerektirir. Malzeme taşıma sistemleri ise ağır yüklerden günbegün gelen darbeler karşısında dayanıklı kalmayı sağlarken ciddi torku kompakt tasarımlara sığdıran dişlilere ihtiyaç duyar. 2023 yılında malzeme bilimcilerinin yaptığı son araştırmalara göre, lojistik otomasyonunda kullanılan dişli kutuları endüstriyel robotların yaşadığına kıyasla yaklaşık %37 daha fazla stres döngüsüne maruz kalır. Bu tür veriler mühendislerin tasarım kararlarını nasıl alacağı konusunda önemli rol oynar. Ekipmanın gerçek ihtiyaçlarının kullanım amacına uygun hale getirilmesi, gereksiz karmaşıklığı önlerken ivmelenme veya yavaşlama sırasında yeterli tork stabilitesinin sağlanması, hassas bileşenlere zarar verebilecek titreşimlere karşı uygun sönümleme ve genel ömrün aslında ne kadar yoğun işlemler yapıldığına paralel ilerlemesini garanti eder.
İhtiyaç duyulan özellikler, ekipmanın günlük olarak nasıl kullanılacağına büyük ölçüde bağlıdır. Bileşenlerin hangi derecede ısı direncine ihtiyaç duyulacağını belirlerken çalışma döngülerine bakmak her şeyi değiştirir. Sık sık dur-kalk yapan veya ani tork artışlarıyla karşılaşan makineler, ekstra zorlanmaya karşı daha iyi soğutma sistemleri gerektirir. Hareket desenleri açısından bakıldığında ise dişli tasarımı buna göre değişir. İleri geri hareketlerde, zaman içinde doğru konumlamayı sağlamak için dişliler arasında neredeyse hiç boşluk olmaması esastır. Sonra ortam faktörü vardır. Belirli koşullarda korozyon ciddi bir sorun haline gelir. Makinelerin düzenli olarak yıkanarak temizlendiği tesislerde, nemin içeri girmesini engellemek için kesinlikle IP67 conta sistemi gereklidir. Geçen yıl yayımlanan sektörel araştırmalara göre erken dişli kutusu arızalarının yaklaşık üçte ikisi çevresel hasarlara karşı yetersiz korumadan kaynaklanmıştır. Ekipman belirleyen kişilerin eksi otuz ila artı yüz yirmi derece arasındaki aşırı sıcaklıklar, toz birikme oranları ve parçaların kimyasallarla temas sıklığı gibi gerçek işletme koşullarını dikkate alması gerekir. Bu faktörleri ciddiye almak, bütçeyi gereksiz özelliklere harcamadan gerçek dünya taleplerine uygun teknik özellikler oluşturmayı sağlar.
Tork ve hız değerlerini doğru ayarlamak, temel olarak iyi bir özel dişli kutusu tasarımının nerede başladığıdır. Yapılması gereken ilk şey nedir? Giriş/çıkış RPM oranlarını belirlemek, böylece işlemleri yavaşlatmamız mı yoksa hızlandırmamız mı gerektiğini bilelim. Bir saniye tork hakkında konuşalım. Nominal tork, sistemin günbegün düzenli olarak taşıdığı değerdir. Ancak aynı zamanda tepe torku da vardır ve bu, bir kaldırıcı ani ağır bir yük alırken veya şoka maruz kaldığında olduğu gibi, dişlilere aniden baskı yapıldığı kısa anlarla ilgilidir. Bu özellikle beklenmedik şekilde yük değişikliği yaşanan malzeme taşıma ekipmanlarında çok önemlidir. Verimlilik açısından bakıldığında, çoğu planet dişli kutusu %90 ile %98 arasında bir verim hedefler. Bu neden önemli? Çünkü düşük verimlilik, daha fazla ısı birikimi ve daha yüksek enerji faturaları anlamına gelir. Buna bir bakın: Ponemon'ın 2023 yılı araştırmasına göre, yüksek çevrimli işlemlerde verimliliğin yalnızca %10 düşmesi yılda yaklaşık 740.000 ABD doları maliyet oluşturabilir. Şimdi tüm bunların ardındaki matematiğe girelim...
Bu hesaplamalar, performans hedefleri ile operasyonel talepler arasında uyum sağlar.
Temel tork ve devir hızı değerlerinin ötesine bakıldığında, zamanla redüktörlerin ne kadar güvenilir olacağı konusunda aslında dört temel faktör vardır. İlk olarak, dişliler birbiriyle eşleştiğinde oluşan küçük boşluk olan geri tepme (backlash) gelir. Hassas hareket gerektiren robot kolları için bu değer mutlaka 5 yay dakikasının altında olmalıdır. İkincisi, sistemin sürekli olarak ne sıcaklığı taşıyabileceği anlamına gelen termal kapasitedir. Özellikle temizlik işlemlerinde su jetlerinin kullanıldığı ortamlarda, çoğu endüstriyel standart en az 85 santigrat derece direnç istemektedir. Servis ömrü tahminleri büyük ölçüde L10 rulman hesaplamalarına dayanır ancak dinamik tepkiyi de göz ardı etmeyin. Bu, başlangıç ve duruş döngülerinde titreşimlerin nasıl davrandığını ölçer ve sürekli hızlanıp yavaşlayan otomatik yönlendirilmiş araçlar (AGV) için özellikle kritiktir. Ponemon'ın 2023 yılına ait araştırmasına göre, yinelenen hareket uygulamalarında kötü dinamik tepkinin redüktör ömrünü yaklaşık %40 oranında kısaltabileceği gösterilmiştir. Bu parametrelerin başından doğru ayarlanması, bileşenlerin sadece laboratuvar testlerinde değil, gerçek operasyon koşullarında da dayanmasını sağlarken büyük fark yaratır.
Çevre, dişli kutularının ömrü ve zamanla güvenilirliği üzerinde büyük etkiye sahiptir. Sıcaklıklar eksi 40 derece Santigrat'tan 150 dereceye kadar çıktığında dişli kutusu içindeki şeyler değişmeye başlar. Yağ, ısıya bağlı olarak daha kalın ya da daha ince hâle gelir; malzemeler farklı farklı genleşir ve bu nedenle özel contaların yanı sıra termal dengeleme tasarımı gereklidir. Toz veya nemin girebileceği, gıda işleme tesisleri ya da açık denizdeki gemiler gibi ortamlarda, giriş koruması çok önemlidir. Bu IP sınıflandırmaları (IP65 ve IP67 yaygın olanlarıdır) kirlilik maddelerinin içeri girmesini engellemeye yardımcı olur. Yıkama alanlarında kullanılan dişli kutuları paslanmaz çelik gövdeye ve korozyona dirençli kaplamalara sahip olmalıdır. Yüksek irtifalarda çalışırken ise etrafta daha az hava bulunduğu için soğutma yeterince iyi çalışmaz ve bu da verimliliği yaklaşık %15 ila %20 oranında düşürür. Özel olarak üretilmiş herhangi bir dişli kutusu sisteminde erken rulman arızalarını veya performans kayıplarını önlemek istiyorsak, tüm bu farklı faktörlerin simüle edilmiş çevresel koşullar altında uygun şekilde test edilmesi gerekir.
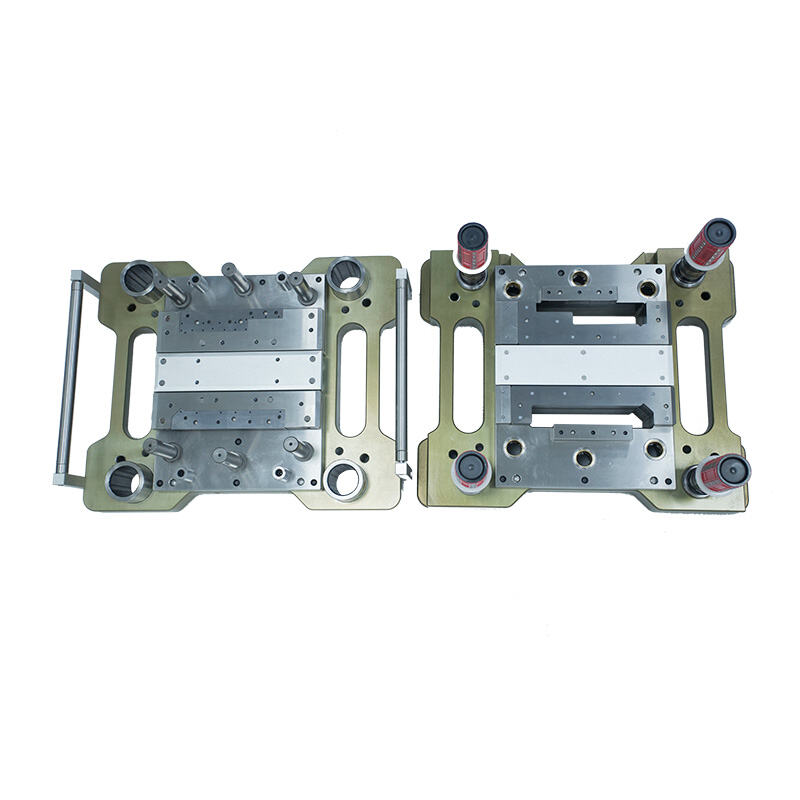
Mekanik bileşenlerin ana ekipmanla düzgün şekilde birlikte çalışabilmesi için bu ekipmanlara göre son derece hassas konumlandırma gerekir. Genellikle alan sınırlamaları nedeniyle özel muhafazalar tasarlamak zorunda kalırız ve daha kompakt yapılar, robotik sistemlerin iç kısmında yaklaşık %30 ila %40 daha fazla boşluk sağlayabilir. Bağlantıların flanşlar, ayaklar veya yüzey bağlantılar aracılığıyla nasıl yapılacağı konusunda, dayanım gereksinimlerine uyum sağlamak ve titreşimleri doğru şekilde yönetmek esastır. Millerin konumlandırılması - doğrusal, dik açılı ya da merkezden merkeze hizalanmış olarak - gücün ne kadar verimli iletildiğini gerçekten etkiler. Açısal hizalanmama durumunu yaklaşık yarım derecenin altında tutmak, dişlilerde erken aşınmayı önlemeye yardımcı olur. Seri üretime geçmeden önce her şeyin düzgün hizalandığını teyit etmek amacıyla ilk olarak 3D tarama teknolojisi kullanarak montaj noktalarının prototiplerini oluşturmak iyi bir uygulamadır.
Dişlilerin şekillerini ve açılarını değiştirmek, özel dişli kutularının ne kadar iyi çalıştığı üzerinde büyük bir fark yaratır. Helis açısını artırdığımızda yük, dişler arasında daha iyi dağılır ve bu da genel olarak titreşimlerin azalması anlamına gelir. Yapılan testler bunun gürültü seviyelerini yaklaşık 15 desibel kadar düşürebileceğini göstermiştir. Basınç açısını doğru ayarlamak zordur çünkü bu, kırılmayacak kadar sağlam dişler ile birbirine sürtündüğünde çok fazla gürültü çıkarmayan dişler arasında dengenin kurulmasıyla ilgilidir. Her bir dişlinin diş büyüklüğü de önemlidir. Daha büyük dişler daha fazla güç taşır ancak sisteme ek ağırlık da ekler. Bazı mühendisler, dişlilerin çalışma sırasında temas süresini uzatmaya devam ederken sinir bozucu alt kesimlerden kaçınmak için profil kaydırma adı verilen bir şeyi ayarlar. Tüm bu faktörler karmaşık yollarla birbirine bağlıdır; bu yüzden çoğu üretici, %95'in üzerinde verimlilik hedefine ulaşana ve boşluk miktarını 10 yay dakikasının altına indirene kadar her şeyi hassas bir şekilde ayarlamak için bilgisayar simülasyonlarına dayanır.
Malzeme seçerken, mekanik olarak ne yapabildikleri ile maliyetleri arasında denge kurmak gerekir. Örneğin 20MnCr5 gibi yüzey sertleştirilmiş çelikler, çokça çevrim yapan parçalarda aşınmaya karşı çok iyi çalışır ancak bunun bedeli, sıradan alaşımlara göre yüzde 30 ila 50 daha yüksek bir fiyat etiketidir. Karmaşık şekilleri orta ölçekli üretimlerde üretmek için toz metalurjisi kullanışlıdır, ancak bu yöntem nihai olarak bir miktar mukavemetten vazgeçmek anlamına gelir. Karbürizasyon gibi yüzey işlemleri, malzemenin yüzey sertliğini Rockwell ölçeğine göre yaklaşık 60'a çıkarmamızı sağlar ancak doğal olarak üretim sürecine ek süre ekler. Korozyon sorunları söz konusu olduğunda, yük taşıma kapasiteleri daha düşük olsa da paslanmaz çelik alternatifleri veya bazı mühendislik plastikleri daha iyi seçenekler haline gelir. Sonuç olarak, malzeme özelliklerini parçanın gerçek ihtiyaçlarına göre eşleştirmek gerekir. Özel dişli kutularında gereğinden fazla özellik belirlemek maliyeti artırır ancak gerçek bir fayda sağlamaz.
Üretilebilirlik Açısından Tasarım (DFM) ilkelerini en başından itibaren dikkate almak, üretim sürecini basitleştirmeye ve sonradan maliyetli yeniden tasarımlar gerekli olduğunda baş ağrısına neden olmamaya yardımcı olur. Diş geometrisine bakarken, önce bunun standart kesme aletleriyle uyumlu olup olmadığını kontrol edin. Son endüstriyel standartlara göre bu garip şekiller maliyeti %40 ila %60 arasında artırabilir. Özel metallerle çalışan tedarik zincirleri için malzeme izlenebilirlik kontrolleri yapmak da mantıklıdır. Kimse ileride sürpriz yaşamak istemez. Tolerans birikimlerine de dikkat edilmelidir. Çoğu atölye, spesifikasyonlar IT5 sınıfının altına düştüğünde zorlanır çünkü özel makineler gereklidir ve bu da işlemleri yavaşlatır. Mümkün olan yerlerde bileşenlerin standardizasyonunu da unutmayın. Modüler yaklaşımlar, yakın zamanda gördüğümüz birçok otomatik üretim kurulumunda teslim sürelerini yaklaşık %30 oranında azalttı.
Maliyetlere bakarken sadece birim fiyatıyla kalmayın. Bakım ihtiyaçları, yedek parçaların temin edilebilirliği ve olası durma süreleri de önemlidir. Yaklaşık 50 birimin altındaki küçük üretimler için, pahalı malzemelere ek harcama yapmak yerine, kolayca servis edilebilen tasarımları tercih etmek genellikle daha mantıklıdır. Modüler rulman muhafazaları burada oldukça uygundur çünkü teknisyenlerin her şeyi sökmeden bileşenleri değiştirmesine olanak tanır. Isıl hususlar, yağlamanın ne sıklıkla gerektiğiyle uyumlu olmalıdır. Soğutma sistemlerini gereğinden fazla büyütmek maliyeti yaklaşık %25 artırır ancak ekipmanın ömrünü çok fazla uzatmaz. Servis kılavuzlarının eksiksiz olup olmadığını kontrol edin, çünkü eksik dokümantasyon, sektöre ait son raporlara göre, ilk yıl destek maliyetlerini makine başına yaklaşık 18.000 ABD doları artırabilir. Ayrıca spesifikasyonların farklı üretim boyutları için uygun olduğundan emin olun. Parti büyüklüğü yaklaşık 200 birimin altına düştüğünde özel sabitleyiciler maliyetli hâle gelir ve birçok operasyon için pratik olmaz hâle gelir.
 Son Haberler
Son Haberler2026-06-01
2026-03-24
2026-03-20
2026-03-03
2026-03-02
2026-03-01
Telif Hakkı © 2025 Delixi Yeni Enerji Teknolojisi (hangzhou) Şirketi Ltd. - Gizlilik politikası